


Precision Laser-Cut Fluid Filtration Screens
Medical fluid filtration demands absolute precision. Whether used in IV filters, blood transfusion sets, respiratory therapy devices, or diagnostic consumables, the filtration screen must deliver consistent pore size, uniform distribution, and flawless edge quality — with zero risk of contamination or structural failure.
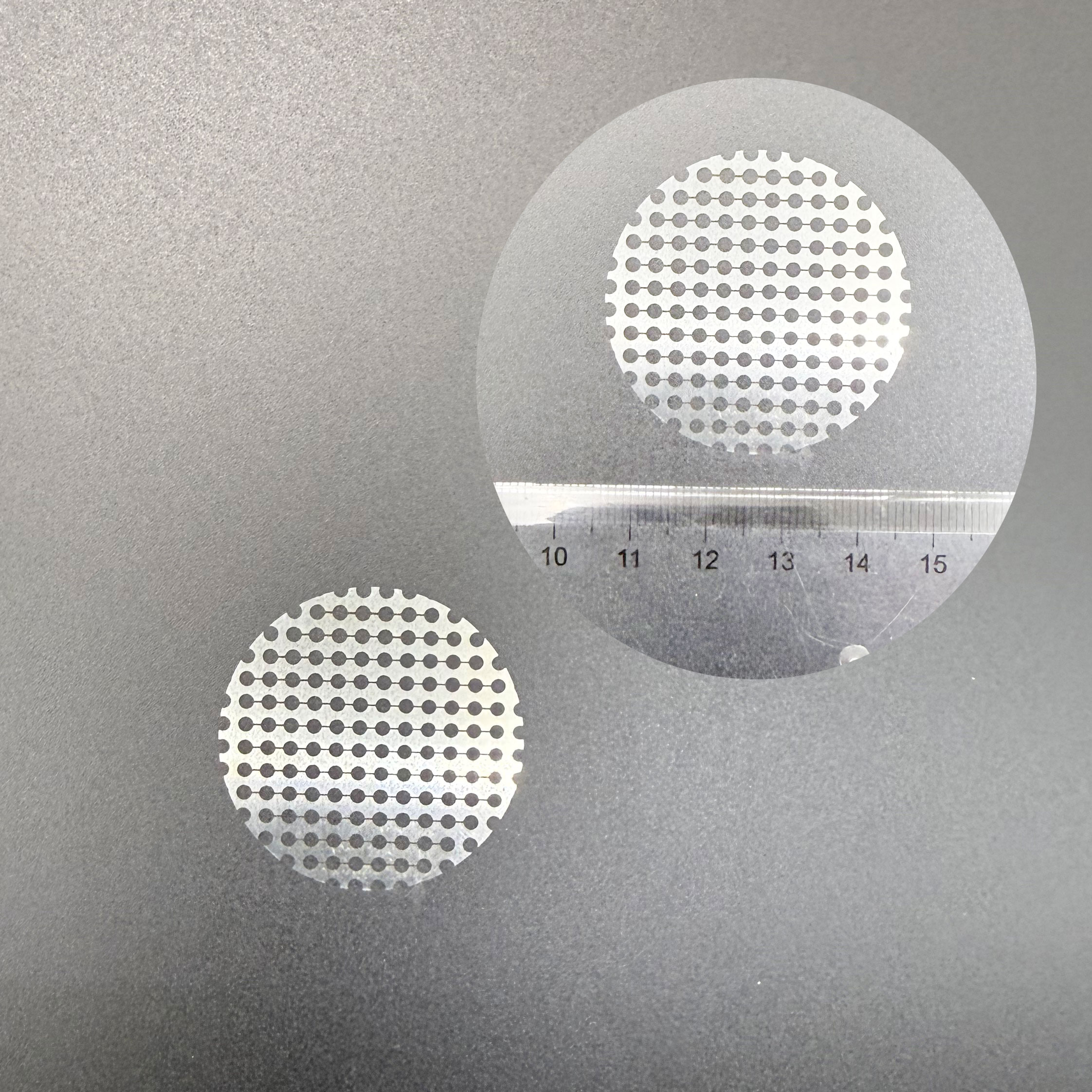
At YMJ Optical, we manufacture precision laser‑cut fluid filtration screens from thin stainless steel sheets. Our advanced laser micromachining process produces round‑hole sieves with exceptional hole‑to‑hole uniformity, concentricity, and positional accuracy — meeting the rigorous quality standards of the medical device industry.
Why Laser Cutting Over Chemical Etching?
For many years, chemical etching was the default method for producing metal filtration screens. However, as medical device design requirements become more demanding — smaller pores, tighter tolerances, and higher reliability — the limitations of etching have become increasingly apparent.
| Parameter | Chemical Etching | YMJ Laser Cutting |
|---|---|---|
| Hole Size Variation | ✗ ±10–20% (common) | ✓ ±1–2% (exceptional uniformity) |
| Adjacent Hole Fusion (Bridging) | ✗ Frequent — results in unusable screens | ✓ None — clean separation every time |
| Positional Accuracy | ±25–50 µm (limited by artwork/undercut) | ✓ ±5 µm (laser direct‑write) |
| Edge Quality | Tapered, irregular (undercut effect) | Vertical, smooth, burr‑free |
| Minimum Hole Diameter | ~50–100 µm (process‑limited) | ✓ ≥ 20 µm (femtosecond laser) |
| Tooling / Mask Cost | High upfront photo‑tool cost | ✓ No tooling cost — digital only |
| Prototype Lead Time | 2–4 weeks (tooling fabrication) | ✓ 3–5 days (from CAD) |
| Design Change Cost | New photo‑tool required | ✓ Zero — update CAD file |
The Laser Cutting Advantage
● Perfect Hole Uniformity
Every hole is individually laser‑positioned and cut with micron‑level repeatability. Identical pore size from first hole to last — no differential etch rates.
● No Bridging
Each hole is cut independently with a focused beam, leaving clean, solid walls between apertures. Bridging is impossible with our process.
● ±5 µm Positional Accuracy
High‑precision motion stages and vision‑based alignment ensure the entire hole array is positioned with ±5 µm accuracy relative to your design datum.
● Consistent Arrangement
The hole pattern is digitally defined and executed with the same accuracy at the centre as at the edge — no drift, no distortion.
● Clean, Burr‑Free Edges
Laser cutting produces straight, vertical walls with smooth, burr‑free edges — minimising flow resistance and eliminating sites for particle entrapment.
Technical Specifications
| Material | Stainless steel (304, 316L, 430), nickel alloys, titanium |
| Material Thickness | 0.05 mm – 0.50 mm (0.002″ – 0.020″) |
| Hole Diameter Range | 20 µm – 500 µm (custom) |
| Hole Shape | Round (standard), square, oval, custom geometries |
| Hole Pattern | Square array, staggered (hexagonal), custom layout |
| Positional Accuracy | ±5 µm (relative to datum) |
| Hole‑to‑Hole Repeatability | ±2 µm |
| Maximum Screen Size | 300 mm × 300 mm (larger available) |
| Edge Condition | Burr‑free, no heat‑affected zone (femtosecond process) |
| Cleanliness | ISO Class 7 cleanroom compatible (ultrasonic cleaning available) |
Medical Device Applications
Our laser‑cut filtration screens are used in a wide range of medical devices, including:
IV Infusion Filters
Blood Transfusion Sieves
Respiratory Therapy Filters
Diagnostic Consumables
Drug Delivery Systems
Surgical Suction Screens
Dialysis Filters
Prototype to Production: We Support Both
Small‑Batch / R&D Prototyping
No minimum order quantity — we support research laboratories and early‑stage development
Fast turnaround — typically 3–5 business days from CAD file receipt
No tooling cost — design iterations are free of charge
Material selection — we can test your preferred alloy
High‑Volume Production
Automated workflows for consistent quality across thousands of parts
Statistical process control (SPC) — every batch is measured and documented
Flexible capacity — scale from pilot runs to full production
Supply chain reliability — on‑time delivery with full traceability
Quality Assurance
In‑process inspection — real‑time monitoring of hole size and position
Final inspection — automated optical inspection (AOI) for 100% hole integrity verification
Dimensional reporting — certified measurement report with every shipment
Traceability — material certifications and batch records maintained
Why YMJ Optical for Medical Filtration Screens?
| Process Expertise | Years of experience in laser micromachining for medical and life science applications |
| Precision Equipment | Femtosecond and fibre laser platforms with sub‑micron positioning |
| Hole Uniformity | ±2 µm hole‑to‑hole variation — unmatched by etching |
| No Bridging | Zero adjacent‑hole fusion — high yield and reliability |
| Fast Prototyping | No tooling, no masks — just your CAD file |
| Scalability | From single‑piece R&D to high‑volume production |
| Compliance | ISO‑aligned quality systems for medical device components |
Frequently Asked Questions
Q: What is the smallest hole diameter you can cut in stainless steel?
With our femtosecond laser platform, we can achieve 20 µm diameter holes in 0.1 mm thick stainless steel. For thicker materials, the minimum diameter scales accordingly.
Q: How does laser cutting compare to etching for hole uniformity?
Etching typically produces hole‑to‑hole variations of ±10–20% due to etch‑rate differences. Laser cutting achieves ±1–2% uniformity — a tenfold improvement.
Q: Do you offer cleaning and passivation for medical‑grade screens?
Yes. We offer ultrasonic cleaning, deionised water rinsing, and passivation (for stainless steel) to meet medical device cleanliness requirements.
Q: Can you produce non‑round holes (square, slotted, custom)?
Absolutely. Our laser‑cutting process is geometry‑agnostic — any shape you can draw in CAD, we can cut.
Q: What file format do you need to start production?
We accept DXF, DWG, STEP, and Gerber files. If you only have a drawing, we can also generate the CAD file for you.
Q: What is the typical lead time for a prototype run?
3–5 business days for most prototype orders. Expedited 48‑hour service is available for urgent projects.
Q: Can you provide a certified measurement report with the shipment?
Yes. Every shipment includes a dimensional inspection report with hole size, positional accuracy, and edge quality data.
Q: Do you work with custom alloys other than stainless steel?
Yes. We also process nickel alloys, titanium, cobalt‑chromium, and specialised medical‑grade metals. Please enquire.
