How to Choose Shadow Mask Thickness
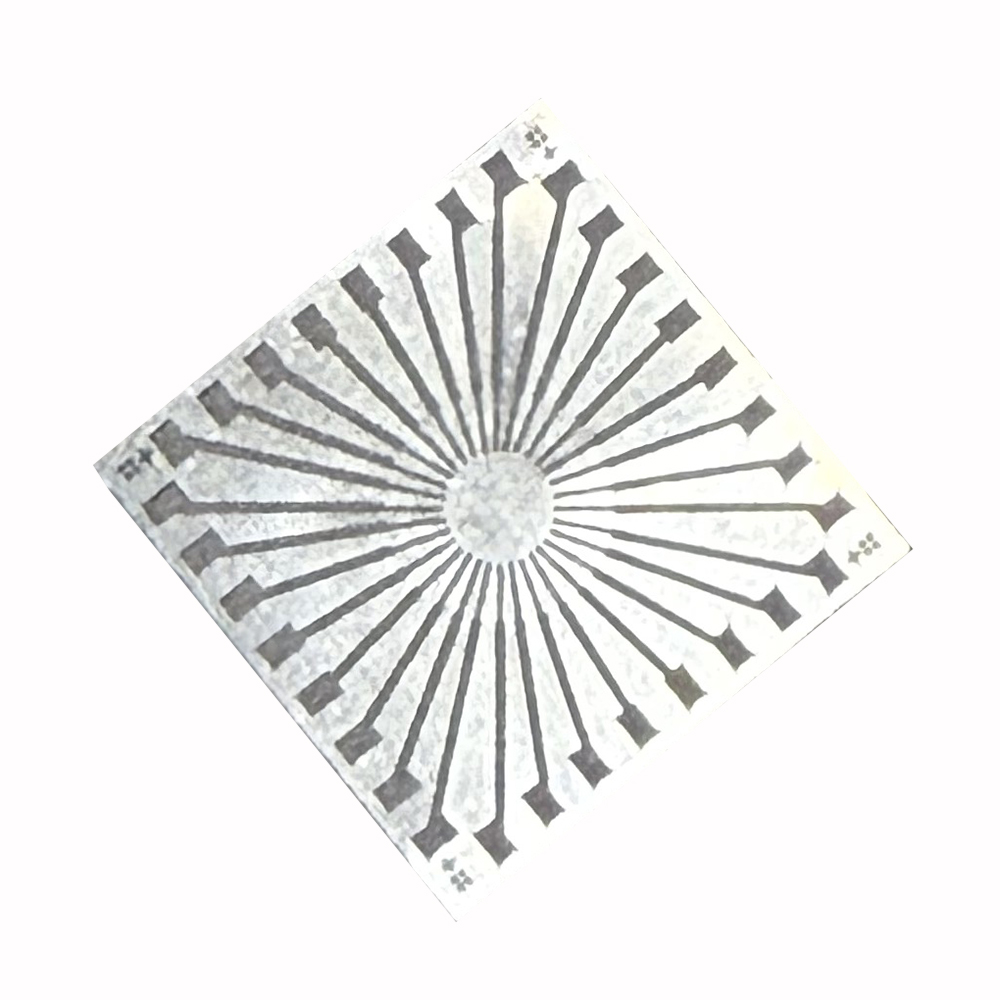
Shadow masks are essential tools for defining fine patterns in material deposition, laser experiments, and optical testing. But one question comes up again and again: "How thick should my shadow mask be?"
Thickness is not just a mechanical parameter — it directly affects edge quality, debris formation, and the success of your deposition or optical experiment. In this guide, we explain the thickness selection principles, show real examples of what happens when thickness is wrong, and provide a simple rule of thumb that engineers and researchers trust.
Why Thickness Matters in Shadow Mask Manufacturing
The thickness of a shadow mask influences two critical aspects: rigidity and feature definition. A mask that is too thin may warp or bend, causing alignment errors. A mask that is too thick relative to its smallest feature can trap molten metal debris, resulting in rough edges and contaminated deposition patterns.
Whether you are using the mask for physical vapor deposition (PVD), sputtering, evaporation, or a laser beam experiment, the thickness must be carefully matched to your design geometry.
Deposition vs. Optical/Laser Experiments: Different Priorities
The intended application changes how you should think about thickness.
For Material Deposition (PVD, Sputtering, Evaporation)
The mask thickness should be proportional to the total amount of material you need to deposit. Consider the volume of the area created between the aperture size and the height of the walls (the material thickness). If you plan to deposit a thick film, a thicker mask helps reduce "shadowing" effects, but only if the aperture size remains large enough to avoid clogging.
For Optical or Laser Experiments
In optical or laser-based experiments, thickness is often less critical for the beam itself — but rigidity becomes a key factor. A very thin mask may flex under mounting pressure or thermal loads, altering beam alignment. If your experiment requires precise aperture positioning, you may need a thicker mask for mechanical stability, even if the feature size is relatively small.
The Golden Rule: Thickness ≤ 1.5 × Smallest Feature
After years of laser micro-machining experience, the industry has developed a practical rule of thumb:
Thickness ≤ 1.5 × (Smallest feature size)
Example: If your smallest aperture is 50 µm → maximum recommended thickness = 75 µm
This relationship comes from the physics of laser cutting. During manufacturing, a focused laser beam melts the metal, and high-pressure gas (nitrogen, argon, or another noble gas) ejects the molten material out of the kerf. If the material thickness exceeds ~1.5 times the hole diameter, the molten metal has insufficient space and momentum to escape fully. The result: debris re-solidifies inside the aperture, creating rough edges and potential clogging.
What Happens When Thickness Is Too Large?
When the thickness exceeds the recommended limit for a given aperture size, you will see clear defects under a microscope.
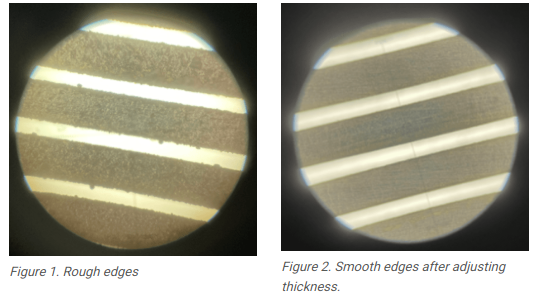
[Figure 1: Rough edges & debris] – Mask thickness too high for aperture size. Irregular edges and trapped molten particles.
[Figure 2: Smooth edges after thickness adjustment] – Same pattern, correct thickness. Clean, burr‑free apertures with no debris.
As shown in Figure 1, when the mask is too thick for the given feature size, the apertures become filled with resolidified metal, and the edges are rough. Figure 2 shows the exact same pattern after thickness was reduced to follow the 1.5× rule — clean, precise, and ready for deposition.
Practical Thickness Guidelines (Stainless Steel & Alloys)
The following table provides recommended thickness ranges based on your smallest feature. These are typical values for stainless steel shadow masks manufactured by laser cutting.
Smallest Feature Size / Recommended Thickness / Typical Application
25 µm – 50 µm / 25 µm – 50 µm / Ultra-fine deposition, research prototypes
50 µm – 100 µm / 50 µm – 100 µm / Standard high‑precision deposition masks
100 µm – 200 µm / 100 µm – 200 µm / General purpose, optical apertures
200 µm – 500 µm / Up to 300 µm – 500 µm / Thick‑film deposition, large features
500 µm / Up to 1 mm (custom) / Mechanical support frames, coarse patterns
Note: Tighter aspect ratios are possible with advanced pulse train control and specialised gas assist. Contact YMJ for feasibility evaluation.
Beyond Thickness: Other Critical Factors
While thickness is fundamental, a well-designed shadow mask also considers:
Material selection: Stainless steel (304, 316), nickel alloys, Invar (low thermal expansion), or polymer masks.
Edge quality: Laser parameters (power, frequency, gas pressure) must be tuned to minimise heat‑affected zone (HAZ).
Flatness and stress relief: Thin masks may require flattening or tensioning fixtures.
Alignment features: Fiducial marks, tooling holes, or mounting frames.
YMJ Optical: Your Shadow Mask Manufacturing Partner
At YMJ Optical, we specialise in high-precision laser‑cut shadow masks for demanding applications in semiconductors, medical devices, optics, and R&D. Our process engineers evaluate each design to recommend the optimal thickness based on:
Your smallest feature size
Intended use (deposition vs. optical)
Material type and thickness
Required edge quality and tolerances
We use advanced femtosecond and fibre laser platforms to achieve clean, burr‑free cuts with minimal heat input — even for thicknesses up to 500 µm and feature sizes down to 20 µm.
Frequently Asked Questions (FAQ)
Q: Can I use a 100 µm thick mask for 50 µm apertures?
A: Generally not recommended. With a thickness of 100 µm and 50 µm apertures, the ratio is 2:1 — exceeding the 1.5× guideline. You will likely experience rough edges and debris. Consider reducing thickness to ≤75 µm.
Q: Does the rule apply to all materials?
A: The 1.5× guideline works well for stainless steel and common alloys. For highly reflective materials (copper, brass) or very ductile metals, optimal thickness may be slightly lower. We recommend a sample test for critical applications.
Q: What if I need a very thick mask for rigidity but also small holes?
A: Consider a hybrid design: a thicker support frame with a thinner foil containing the fine patterns. We can laser‑cut both pieces and assemble them, or use a tensioned foil mask on a thicker carrier.
Q: How do you achieve smooth edges like Figure 2?
A: Smooth edges require optimised laser parameters (pulse energy, frequency, focus), correct gas assist, and — critically — matching thickness to feature size. At YMJ, we perform process validation before production.
Q: Do you offer rush prototyping for shadow masks?
A: Yes. Typical lead time for prototype shadow masks is 3–5 business days. Expedited 24‑hour service is available for qualified projects.
Need a custom shadow mask? Let’s talk thickness.
Send us your CAD file or design sketch — we will recommend the optimal thickness, material, and laser process. Free feasibility review for R&D projects.
Request a Quote → or email us at [email protected]